Direkte roving til pultrusion



Direkte roving til pultrusion
Direkte forgarn til pultrudering er kompatibel med umættet polyester, vinylester, epoxy og phenolharpikser.
Funktioner
●God procesydelse og lav fnug
● Kompatibilitet med flere harpikssystemer
●Gode mekaniske egenskaber
● Komplet og hurtig gennemvædning
● Fremragende syrekorrosionsbestandighed

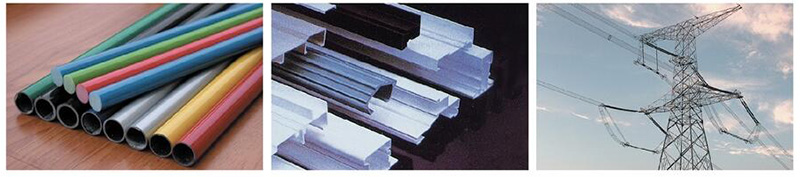
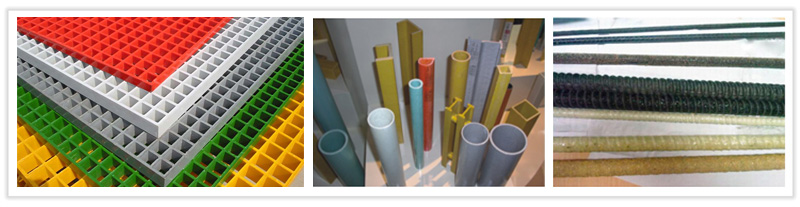
Anvendelse:
Det er meget udbredt inden for bygge- og anlægsbranchen, telekommunikations- og isoleringsindustrien.
Pultruderingsprofiler til udendørs sportsudstyr, optiske kabler, forskellige sektionsstænger osv.
Produktliste
| Punkt | Lineær tæthed | Harpikskompatibilitet | Funktioner | Slutbrug |
| BHP-01D | 300, 600, 1200 | VE | Kompatibel med matrixharpiks; Høj trækstyrke af det færdige kompositprodukt | Bruges til fremstilling af optisk kabel |
| BHP-02D | 300-9600 | OP, VE, EP | Kompatibel med matrixharpiks; Hurtig gennemvædning; Fremragende mekaniske egenskaber af kompositproduktet | Bruges til fremstilling af forskellige sektionsstænger |
| BHP-03D | 1200-9600 | OP, VE, EP | Kompatibel med harpikser; Fremragende mekaniske egenskaber ved kompositproduktet | Bruges til fremstilling af forskellige sektionsstænger |
| BHP-04D | 1200,2400 | EP, Polyester | Blødt garn; Lav fnug; Kompatibel med harpiks | Velegnet til fremstilling af støbte riste |
| BHP-05D | 2400-9600 | OP, VE, EP | Fremragende træk-, bøjnings- og forskydningsegenskaber for kompositprodukter | Højtydende pultruderede profiler |
| BHP-06D | 2400, 4800, 9600 | EP | Høj fiberstyrke, God integritet og bånddannelse, Kompatibilitet med epoxyharpiks, Fuldstændig og hurtig gennemvædning i harpikser, Gode mekaniske egenskaber, Fremragende elektriske egenskaber i det færdige produkt | isoleringsstænger og isoleringsstøtter |
| Identifikation | |||||||
| Type af glas | E | ||||||
| Direkte roving | R | ||||||
| Filamentdiameter, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Lineær densitet, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Tekniske parametre | |||
| Lineær densitet (%) | Fugtindhold (%) | Størrelse Indhold (%) | Brudstyrke (N/Tex) |
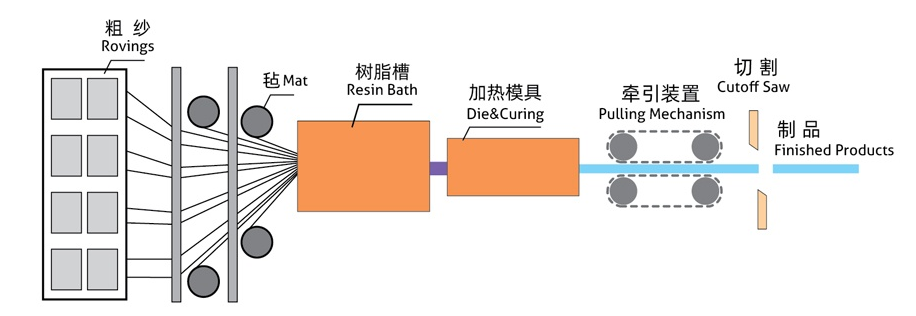
Pultruderingsproces
Rovings, måtter eller andre stoffer trækkes gennem et harpiksimprægneringsbad og derefter ind i en opvarmet matrice ved hjælp af en kontinuerlig trækanordning. De færdige produkter formes under høje temperaturer og højt tryk.